MX600 PULSE
Hızlı Kullanma KılavuzuÖn panel

(1) Wire Feed Speed
(2) Welding Current
(3) Material Thickness Selection
(4) Above Menu Selection / Function Settings
(5) Trigger Selection
(6) Material Type Selection / Press and Hold for Manual Welding
(7) Wire Diameter Selection / Press and Hold for TIG Welding
(8) Shielding Gas Selection / Press and Hold for MMA Welding
(9) Standard Process Selection
(10) X Process Selection
(11) Above Menu Selection / Job Settings
(12) Inductance
(13) Voltage
(14) Program Memory
(15) Hold Indicator
(16) Lock Indicator
(17) Trigger Indicator
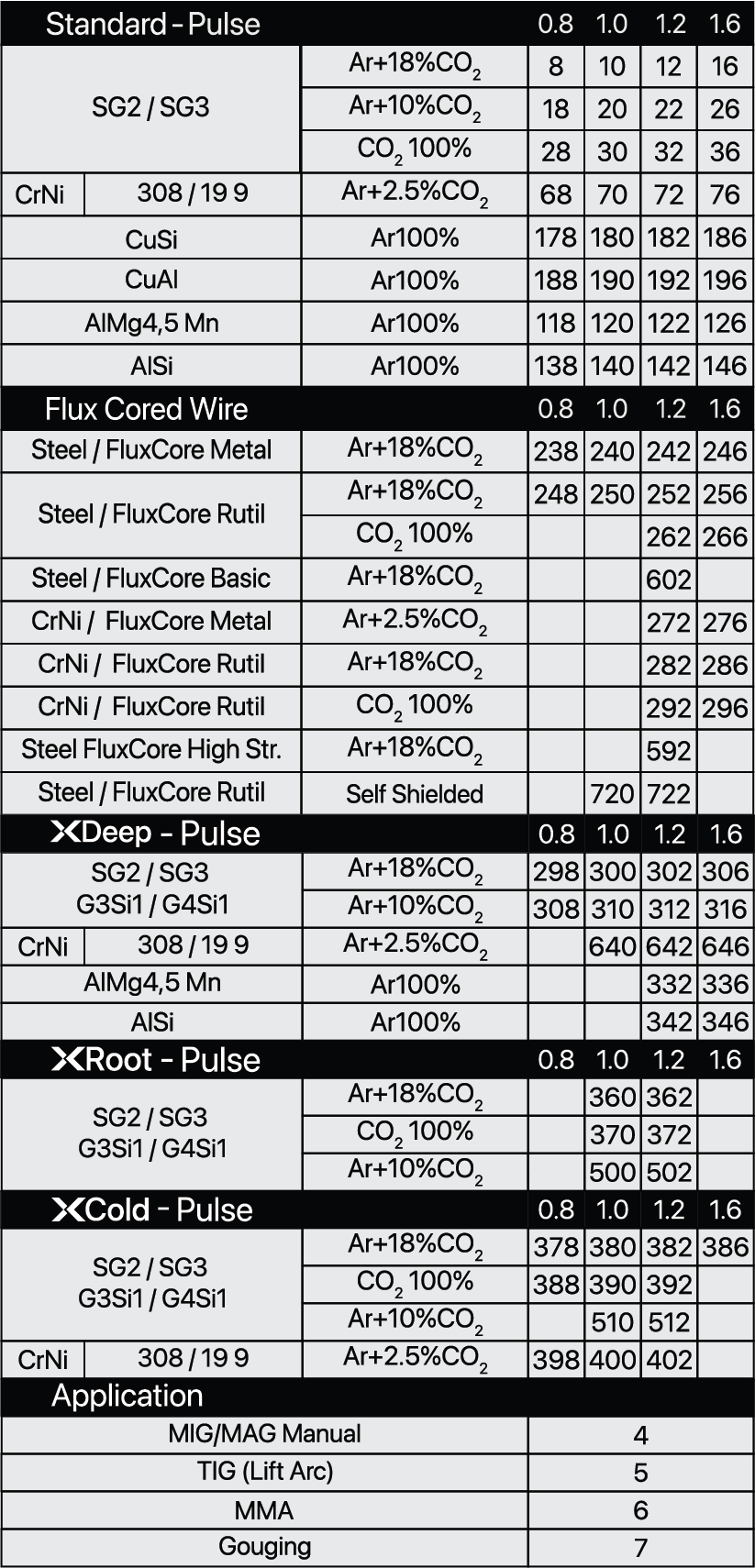
Job Tablosu
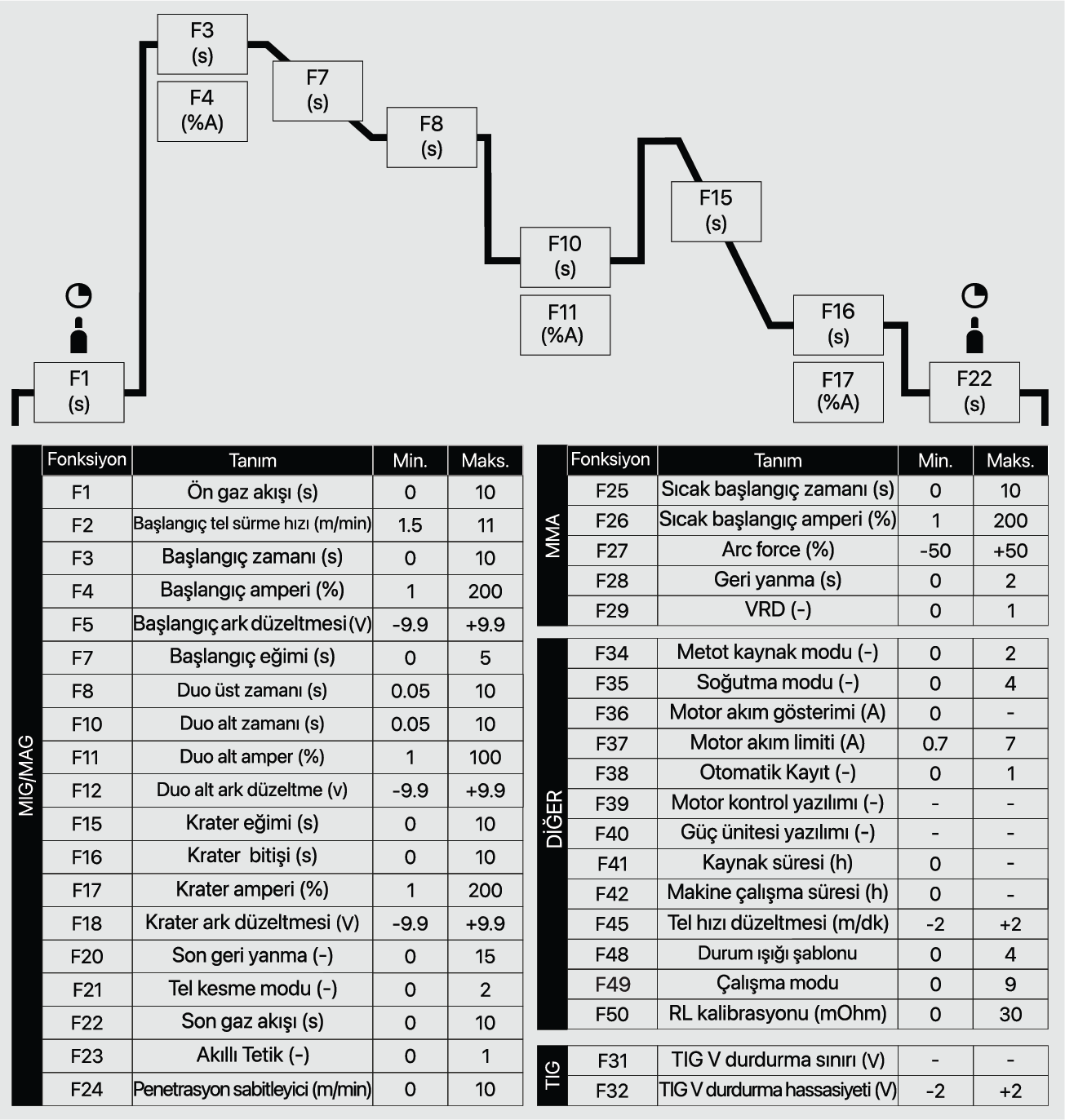
Fonksiyon Tablosu
(F1) Gaz Akışı
Arkın ateşlenmesinden önce koruyucu gazın akış süresini ayarlamaya olanak sağlar. Böylece ateşleme bölgesi etrafında koruyucu bir gaz bulutu oluşturulur.
Genel ayar kuralı (pratik kural): 0,1 × torç hortum paketi uzunluğu.
Birim: s
Ayar aralığı: 0 – 10
Fabrika ayarı: 0,1
(F2) Tel Başlangıç Sürünme Hızı
Ark ateşlemesi öncesinde telin, ana tel hızına bağlı olarak iş parçasına ne kadar hızlı yaklaşacağını tanımlar.
Daha düşük değerler daha yumuşak bir ateşleme sağlar; daha yüksek değerler ise minimum gecikmeyle anında başlatma sunar, ancak ateşleme sırasında sıçrama oluşma olasılığı artar.
Sürünme hızı 1,5 – 11 m/dk aralığı ile sınırlandırılmıştır.
Birim: %
Ayar aralığı: 20 – 100
Fabrika ayarı: 1
(F3) Başlangıç (HotStart) Süresi
F4, F5 ve F6 ile birlikte kaynak başlangıç modunu belirler; esas olarak kaynak banyosunun başlangıçtaki hacmini doldurmak için gereken metal miktarını düzenler.
Birim: s
Ayar aralığı: 0 – 10
Fabrika ayarı: 130
(F4) Başlangıç (HotStart) Akım Düzeltmesi
F3, F5 ve F6 ile birlikte kaynak başlangıç modunu belirler; esas olarak kaynak banyosunun başlangıç hacmindeki nüfuziyeti (penetrasyonu) düzenler.
Genellikle soğuk metalin hızlı şekilde ısınmasını sağlamak için %100’den büyük bir değer kullanılır.
Başlangıçta bir boşluğun köprülenmesi ve doldurulması gerekiyorsa %100’den küçük bir değer önerilir.
Birim: %
Ayar aralığı: 1 – 200
Fabrika ayarı: 0,2
(F5) Başlangıç Ark Düzeltmesi
F3, F4 ve F6 ile birlikte kaynak başlangıç modunu belirler ve operatörün kaynağın başlangıç aşamasındaki nüfuziyet (penetrasyon) profilini ayarlamasına olanak tanır.
Birim: %
Ayar aralığı: −9,9 – +9,9
Fabrika ayarı: 0
(F7) Başlangıç Rampası
F3, F4 ve F5 ile birlikte kaynak başlangıç modunu belirler ve kaynak arkının ateşleme noktasından ana dikiş geometrisine yumuşak bir geçiş sağlanmasına olanak tanır.
Birim: s
Ayar aralığı: 0 – 5
Fabrika ayarı: 0,5
(F8) Duo Tepe Süresi
TIG Pulse ve MIG/MAG DuoPulse ile Position ve Puntalama/Dikiş (Tack/Stitch) kaynak modları için geçerlidir.
İşlemin yüksek güç fazının süresini (TIG, MIG/MAG DuoPulse, Position) veya arkın açık kalma süresini (Stitch/Tack) belirler.
Birim: s
Ayar aralığı: 0,05 – 10
Fabrika ayarı: –
(F10) Duo Taban Süresi
TIG Pulse ve MIG/MAG DuoPulse ile Position ve Dikiş (Stitch) kaynak modları için geçerlidir.
İşlemin yüksek güç fazının süresini (TIG, MIG/MAG DuoPulse, Position) veya ark kesilme süresini (Stitch) belirler.
Birim: s
Ayar aralığı: 0,05 – 10
Fabrika ayarı: –
(F11) Duo Taban Akımı
DuoPulse ve Position işlemlerinde düşük enerjili (soğuk) puls akımının, ana kaynak akımına göre ifadesini belirler.
Birim: %
Ayar aralığı: 1 – 100
Fabrika ayarı: –
(F12) Duo Taban Ark Düzeltmesi
DuoPulse ve Position işlemlerinde düşük enerjili (soğuk) puls akımı sırasında ark voltajı düzeltmesini sağlar.
Bu ayar, kaynak dikişi dalgalarının örtüşme sınırını, özellikle dikiş kenarı boyunca etkiler.
Birim: %
Ayar aralığı: −9,9 – +9,9
Fabrika ayarı: –
(F15) Bitiş Düşüş Rampası
F16, F17 ve F18 ile birlikte krater doldurma modunu belirler; operatörün ana dikişten bitiş krater doldurma bölgesine yumuşak bir geçiş sağlamasına olanak tanır.
Birim: s
Ayar aralığı: 0 – 10
Fabrika ayarı: –
(F16) Bitiş Süresi
F15, F17 ve F18 ile birlikte krater doldurma modunu belirler; esas olarak krateri doldurmak için aktarılacak metal miktarını düzenler.
Birim: s
Ayar aralığı: 0 – 10
Fabrika ayarı: –
(F17) Bitiş Akım Düzeltmesi
F15, F16 ve F18 ile birlikte krater doldurma modunu belirler; bitiş krateri doldurma sırasında nüfuziyet (penetrasyon) ve birleşme (fusion) derecesini ayarlar.
Birim: %
Ayar aralığı: 1 – 200
Fabrika ayarı: –
(F18) Bitiş Ark Düzeltmesi
F15, F16 ve F17 ile birlikte krater doldurma modunu belirler; krater doldurma sırasında birleşme (fusion) nokta alanını ayarlar.
Birim: %
Ayar aralığı: −9,9 – +9,9
Fabrika ayarı: 0,5
(F20) Kesim Uzunluğu Düzeltmesi
F21 ile birlikte 2’ye ayarlandığında, arkın sonunda BurnBack puls süresini belirler.
Birim: ms
Ayar aralığı: 0 – 15
Fabrika ayarı: –
(F21) Bitiş Tel Kesme Modu
0: Tel, ark kesildiğinde hemen durur (ek tel kesme algoritmaları etkin değildir).
1: Tel, kaynak banyosuna yaklaşır ve son damlanın ek bir akım pulsuyla aktarılmasına izin verir; pulsun değeri ve süresi F20 (CL) ile önceden belirlenmiştir.
Çelik, CrNi yüksek erime sıcaklığına sahip diğer teller için uygundur.
2: Tel durur ve son damla, F20 (CL) ile belirlenen süreli puls ile ayrılır.
Alüminyum, bakır bazlı alaşımlar ve düşük erime sıcaklığı ile yüksek ısı etkinliğine sahip malzemeler için uygundur.
3: Tel, kaynak banyosuna yaklaşır ve son damlanın aktarılmasına izin verir; ardından tel, F20 (CL) düzeltmesine göre önceden belirlenmiş hız ve süre ile geri çekilir.
Birim: –
Ayar aralığı: 0 – 3
Fabrika ayarı: 2
(F22) Gaz Son Akışı
Ark kesildikten sonra koruyucu gazın akış süresini ayarlamaya olanak sağlar; gaz tüketimi ile kaynak sonrası sıcak dikiş metalinin korunması arasında denge kurar.
Birim: s
Ayar aralığı: 0 – 10
Fabrika ayarı: –
(F23) Akıllı Tetik
Smart Trigger’ın etkinleştirilmesi, kaynakçının ilk üç program hafızasını (P01…P03) hızlı bir şekilde torç tetikini iki kez çekerek döngü halinde seçmesine olanak tanır.
Birim: s
Ayar aralığı: 0 – 10
Fabrika ayarı: 1
(F24) Stabil Nüfuziyet Limiti
Stabil (Stabil) işlem için geçerlidir. Penetration Stabilizer fonksiyonunu uygulayan otomatik tel besleme sınırını belirler. Kaynak sırasında, tel besleme hızı ark düzenleme sürecine dahil edildiği için kaynak akımı sabit kalır.
Örnek: Penetration Stabilizer (F24) = 2 m/dk; ana tel besleme hızı = 10 m/dk.
Bu durumda tel besleme sınırları 10 ± 2 = 8 – 12 m/dk olur.
Birim: m/dk
Ayar aralığı: 0 – 10
Fabrika ayarı: 2
(F25) Hot Start Süresi
F26 ile birlikte kaynak başlangıç modunu belirler; esas olarak başlangıç kaynak noktasının oluşumunu ve metalin ön ısınma derecesini düzenler.
Birim: s
Ayar aralığı: 0 – 10
Fabrika ayarı: –
(F26) Hot Start Akım Düzeltmesi
F25 ile birlikte kaynak başlangıç modunu belirler; esas olarak başlangıç nüfuziyeti (penetrasyon) ve birleşme (fusion) derecesini düzenler.
Birim: %
Ayar aralığı: 1 – 200
Fabrika ayarı: –
(F27) Ark Gücü
Damlacık ayrılma kuvvetini ve kaynak devresinde indüktans bobini taklidi ile genel ark basıncını belirler. Daha düşük yüzde, daha düşük “sanal indüktans” anlamına gelir ve daha agresif ve nüfuziyetli bir ark sağlar.
Birim: –
Ayar aralığı: 0 – +50
Fabrika ayarı: –
(F28) MMA: Yapışma Önleyici
Kısa devre akımının, elektrodun iş parçası temas noktasından akmasına izin verilen süresini belirler; bu süre sonunda akım kesilir ve elektrodun ucunun ana metal yüzeye yapışması önlenir.
Birim: s
Ayar aralığı: 0 – 2
Fabrika ayarı: 0,5
(F29) MMA: VRD Fonksiyonu
Etkinleştirildiğinde, tehlikeli durumlarda elektrik çarpmasını önlemek için boşta açık devre voltajını düşürür.
Birim: –
Ayar aralığı: 0 – 1
Fabrika ayarı: Kapalı (Off 0)
(F31) TIG: V Durdurma Limiti
Arkın kesilme voltajını belirler. Voltaj, belirtilen ayardan daha yüksek olursa, güç kaynağı arkı keser. Başlangıç değeri ayarlanan parametrelere göre hesaplanır; ek olarak −2,0…2,0 V arasında düzeltme yapılabilir.
Birim: V
Ayar aralığı: 18 – 18
Fabrika ayarı: –
(F32) TIG: Konforlu Durdurma Hassasiyeti
Comfort Stop fonksiyonu, torcun “kaldır-geri indir” hareketini kullanarak kaynağın durmasını tetikler. Güç kaynağının tepki vereceği minimum varsayılan voltaj artışı düzeltmesini belirler.
Birim: –
Ayar aralığı: −2 – +2
Fabrika ayarı: Kapalı (Off 0)
(F34) Puntalama/Dikiş Modu
0: Devre dışı.
1: Puntalama modu (Tack mode): Ark, F08 parametresinde belirtilen süre boyunca yanar, ardından durur; kaynak yeniden başlatılana kadar bekler. Puntalama işlemleri için uygundur.
2: Dikiş modu (Stitch mode): Ark, F08 parametresinde belirtilen süre boyunca yanar, ardından F09 süresi kadar durur ve otomatik olarak yeniden ateşlenir.
Kısa döngüler: Üst üste binen metal tabakaları oluşturur; dikey yukarı kaynak, ince metal kaynağı ve boşluk köprüleme için uygundur.
Uzun döngüler: Kesikli dikiş oluşturur; özellikle otomasyon ile kullanıldığında uygundur.
Birim: –
Ayar aralığı: 0 – 2
Fabrika ayarı: 0
(F35) Soğutma Ünitesi Modu
0 – Varsayılan (Default): Kaynak başladığında soğutma pompası ve ana fan otomatik olarak etkinleşir.
1: Su soğutma pompası sürekli devre dışı, ana fan kaynak başladığında otomatik etkinleşir.
2: Su soğutma pompası sürekli çalışır, ana fan kaynak başladığında otomatik etkinleşir.
3: Su soğutma pompası devre dışı, ana fan sürekli çalışır.
4: Su soğutma pompası ve ana fan sürekli çalışır.
Birim: –
Ayar aralığı: 0 – 4
Fabrika ayarı: 0
(F36) Tel Besleme Motoru Akımı
Tel besleme motorunun akım oranını gösterir. Kaynak sırasında veya tel iletimi sırasında tel besleme devresinin durumunu teşhis etmek için kullanışlıdır.
Birim: A
Ayar aralığı: 0 – 4
Fabrika ayarı: –
(F37) Tel Besleme Motoru Akım Limiti
Tel besleme motoru akımını sınırlar. Akım sınırı aşılırsa Err 30 hatası görüntülenir ve kaynak otomatik olarak durur.
Birim: A
Ayar aralığı: 0,7 – 7
Fabrika ayarı: –
(F38) Otomatik İş Yükü Varsayılanlarını Yükleme
F-menüsünde ayarlanan arka plan parametrelerinin davranışını belirler:
0 – Program hafızasıyla ilişkili arka plan parametreleri: Tüm menü ayarları Program Hafızasına kaydedilir. Farklı bir İş (Job) seçilirse değişmez.
1 – İşle ilişkili arka plan parametreleri: Arka plan parametreleri İşlere bağlıdır. Farklı bir İş seçildiğinde otomatik olarak fabrika varsayılanlarına ayarlanır.
Birim: –
Ayar aralığı: 0 – 1
Fabrika ayarı: 0
(F39) Motor Kontrol Yazılımı
Tel besleme motoru ve kontrol paneli kartının yazılım sürüm numarasını gösterir.
Birim: –
Ayar aralığı: Auto – Auto
Fabrika ayarı: –
(F40) Güç Kontrol Yazılımı
Güç kontrol kartının yazılım sürüm numarasını gösterir.
Birim: –
Ayar aralığı: Auto – Auto
Fabrika ayarı: –
(F41) Ark Yanma Süresi
Arkın toplam yanma süresini gösterir.
Birim: h
Ayar aralığı: 0 – 4
Fabrika ayarı: –
(F42) Makine Çalışma Süresi
Makinenin açık durumda kaldığı toplam süreyi gösterir.
Birim: h
Ayar aralığı: 0 – 4
Fabrika ayarı: –
(F45) Tel Besleme Hızı Düzeltmesi
Elektriksel kaynak parametrelerinden bağımsız olarak, varsayılan tel besleme hızı değerine sabit bir düzeltme eklemeye olanak sağlar.
İlgili iş (Job) için tam olmayan tel/gaz karışımı kullanıldığında veya kimyasal bileşim sapmalarını telafi etmek için faydalıdır.
Birim: m/dk
Ayar aralığı: −2 – +2
Fabrika ayarı: 0
(F48) LED Çubuk Modu
Ön paneldeki LED çubuğun renk ve davranışını ayarlar.
Birim: –
Ayar aralığı: 0 – 4
Fabrika ayarı: 0
(F49) Pulse Controller Modu
Pulse işleminde kullanılacak Puls kontrolcü tipini belirler.
Birim: –
Ayar aralığı: 0 – 9
Fabrika ayarı: –
(F50) RL Kablo Kalibrasyonu
Ark kontrol parametrelerinin otomatik olarak telafi edilmesi için kaynak devresi direncinin değerini ayarlar.
Manuel olarak ayarlanabilir veya F50 parametresi ekranda aktifken taban metal ile torç temas ucu arasındaki teması sağlayıp tetik çekilerek otomatik olarak kalibre edilebilir. Bu işlem sırasında kaynak başlatılmaz.
Birim: mΩ
Ayar aralığı: 0 – 30
Fabrika ayarı: 7
Error Listesi
| ERR | 01 | Error-1 Phase error. Occurs when any of the phases does not reach the machine. |
| ERR | 03 | Error-3 IGBT thermal error. Occurs when the IGBTs overheat or when the fan is not operating. (Used in SAW models only.) |
| ERR | 04 | Error-4 Flow sensor error. Triggered when the machine runs out of coolant or when the connectors are not properly inserted. |
| ERR | 05 | Error-5 IGBT thermal error. Occurs when the IGBTs overheat or the fan is not operating. |
| ERR | 06 | Error-6 Diode thermal error. Triggered when the output diode overheats. |
| ERR | 08 | Error-8 Panel board communication error. Occurs when the panel board fails to communicate with the motor board. |
| ERR | 09 | Error-9 Motor board communication error. Occurs when the motor board fails to communicate with the control board. |
| ERR | 10 | Error-10 Con trol board communication error. Triggered when the control board fails to communicate with the panel. |
| ERR | 12 | Error-12 Overcurrent error. Occurs when the machine attempts to draw excessive current or when one of the phases is missing. |
| ERR | 14 | Error-14 Overcurrent protection error. Usually triggered by an IGBT malfunction. |
| ERR | 15 | Error-15 It occurs when there is a problem at +15 or -5 volts. It can also trigger this error if the current sensor is faulty. |
| ERR | 20 | Error-20 Robot board communication error. Occurs when the robot board fails to communicate with the control board. |
| ERR | 30 | Error-30 Motor overcurrent error. Triggered when the motor current exceeds its defined limit. |
| ERR | 40 | Error-40 Memory read/write error. Occurs when the panel fails to read or write data. When this error occurs, the panel automatically resets after 5 seconds and attempts to read/write again. |
Fabrika Ayarları
F5 butonuna 5 saniye boyunca basılı tutunuz.
Makine ekranda 5’ten 1’e kadar geri sayım yapacaktır. Geri sayım tamamlandığında cihaz otomatik olarak fabrika ayarlarına dönecektir.